28-Days Strength of Concrete in 15 Minutes
Determination of compressive strength of concrete, either accelerated or normal 28-days, takes such a long time that remedial action for defective concrete cannot be under-taken at an early stage. By the time cube strength results indicate low strength, it is too late to do any remedy for the defective concrete which has already set in the form, Further in whole day of concreting work, cubes are filled from only a few batches of concrete which do not actually represent the strength of the entire concrete mass being used in the construction. This shows the limitations of cube strength test for the quality control of concrete.
Analysis of Fresh Concrete
In considering the ingredients of a concrete mix, one assumes that the actual proportions correspond to those specified. If this were in-variably so there would be little need for testing the strength of hardened concrete. However, in practice, mistakes, errors and even deliberate actions can lead to incorrect mix proportions. Therefore it is useful to determine the composition of concrete just discharged from the mixer, so that the defective concrete shall not go for placement. The two values of greatest interest are the cement content and water/cement ratio.
In considering the ingredients of a concrete mix, one assumes that the actual proportions correspond to those specified. If this were in-variably so there would be little need for testing the strength of hardened concrete. However, in practice, mistakes, errors and even deliberate actions can lead to incorrect mix proportions. Therefore it is useful to determine the composition of concrete just discharged from the mixer, so that the defective concrete shall not go for placement. The two values of greatest interest are the cement content and water/cement ratio.
Many methods are available for the analysis of fresh concrete. Most of them are tedious, time consuming and need costly equipment. Naturally these methods are of little use at an ordinary construction site.
Simple Method for Analysis of Fresh Concrete
A simple method for the analysis of concrete just discharged from the mixer and then predicting the 28-days strength of concrete in 15 minutes is described. In this method no costly equipment is required and the method is simple for use at construction sites. The only equipment required are an ordinary balance of one Kg capacity with least count of 0.5 gm, a fry pan, a few trays, heater and sieve set. The step by step operations of the method are numerated below.
A simple method for the analysis of concrete just discharged from the mixer and then predicting the 28-days strength of concrete in 15 minutes is described. In this method no costly equipment is required and the method is simple for use at construction sites. The only equipment required are an ordinary balance of one Kg capacity with least count of 0.5 gm, a fry pan, a few trays, heater and sieve set. The step by step operations of the method are numerated below.
Step 1. Take about 200 gms of representative dry sample of sand which is going to be used in the concrete. Sieve it through 150 micron IS sieve. Find out percentage of particles passing through this sieve.
Step 2. Take two representative samples of about one KG each of concrete just discharged from the mixer. All the tests have to be commenced virtually as soon as the concrete has been discharged from the mixer because loss of water can occur; even if evaporation is prevented, an unknown amount of hydration will take place during any period of delay. These two samples are to be weighed accurately. Dry sample No. 1 of concrete on a heater and determine the percentage of water in the sample.
Step 3. Sample No. 2 shall be thoroughly washed by water on 150 micron sieve. The retained material then dried on a heater, cooled and sieved on 4.75 mm sieve. Material retained on 4.75 mm sieve shall be coarse aggregate, whereas passing material on it will be sand-silt. The cement content may be obtained by difference in weights.
Knowing the absorption of aggregates, total water and cement content, free water/cement ratio may be determined.
Prediction of 28-Days Strength of Concrete
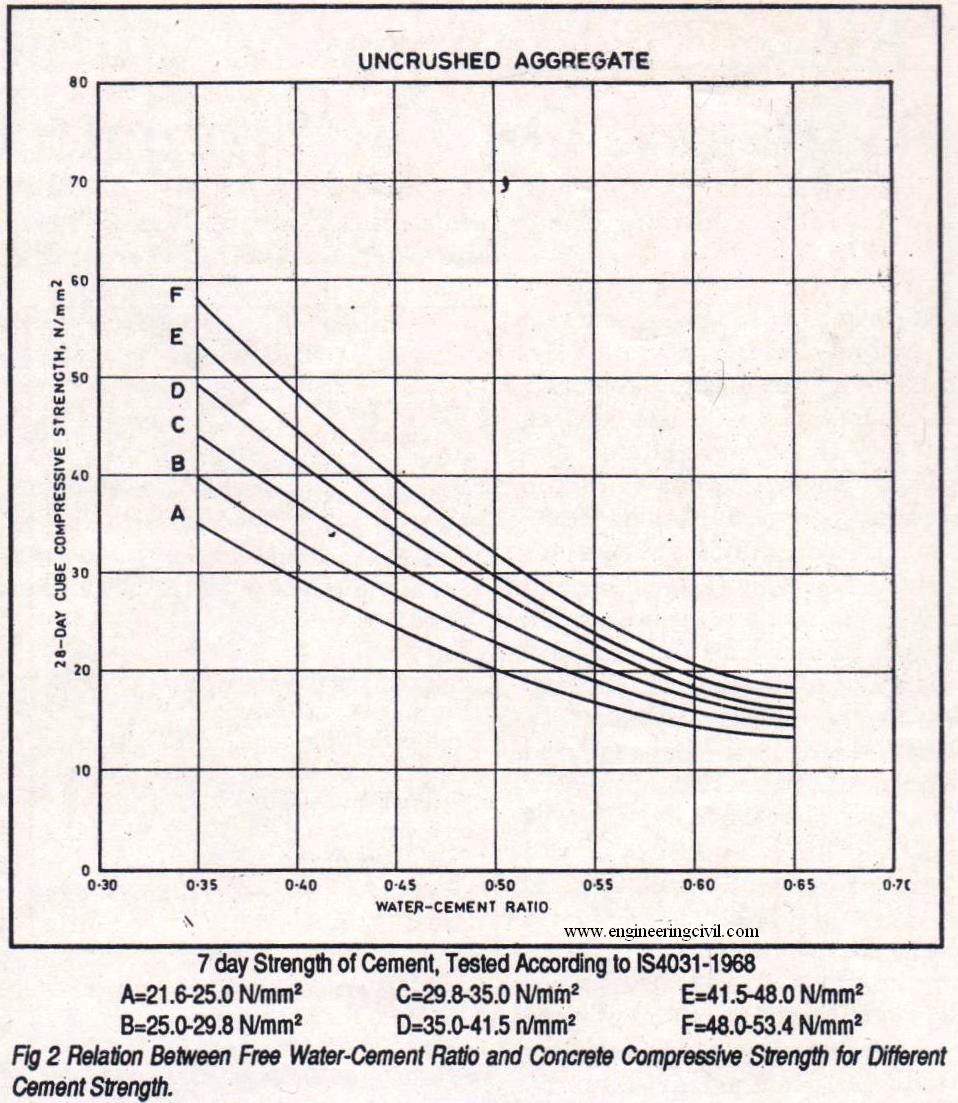
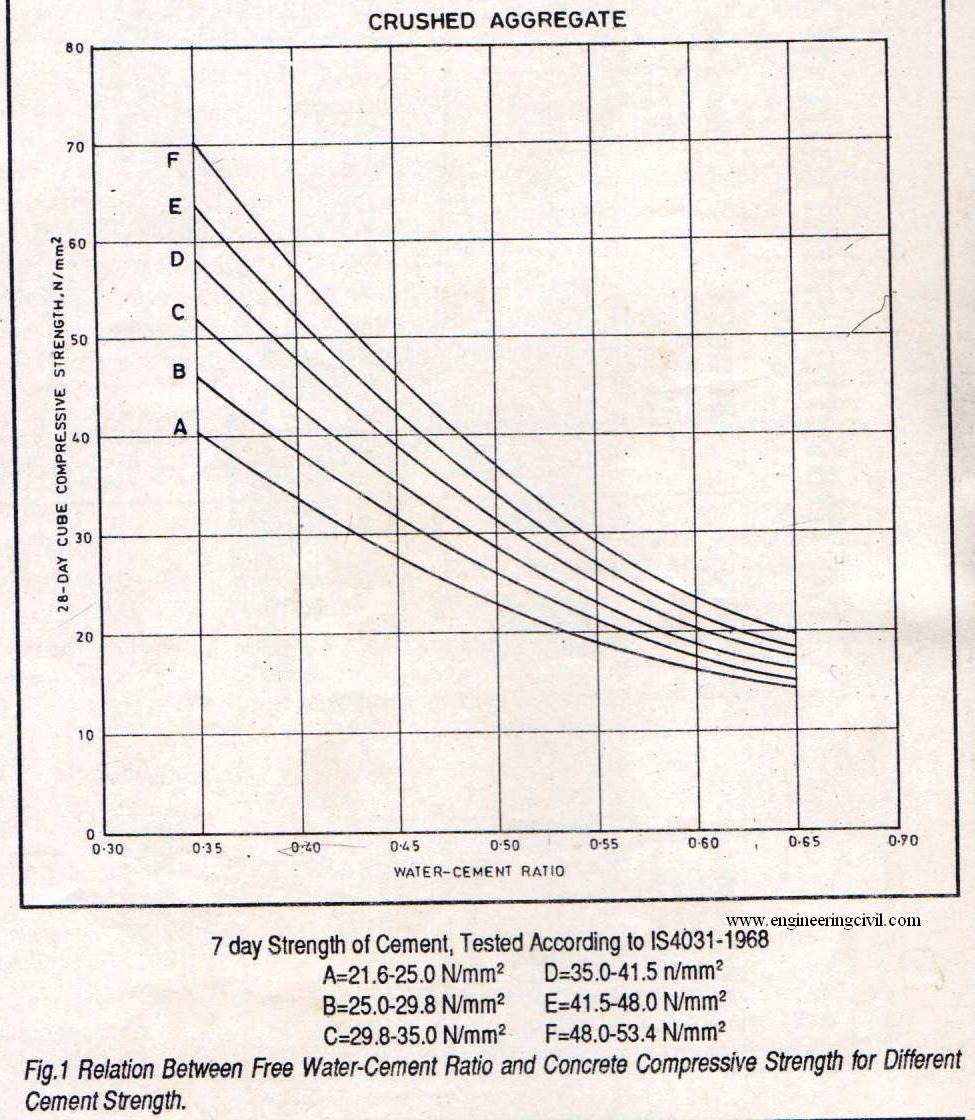
Cement to be used in construction must be tested and sub-standard cement should not be allowed to be used in the structural concrete. By knowing the cement’s 7-days compressive strength and free water/cement ratio, concrete strength may be predicted from Fig. 1 for crushed aggregate and from Fig.2 for uncrushed (natural gravel) aggregate. These figures were developed by the author from Indian materials by numerous trials.
Cement to be used in construction must be tested and sub-standard cement should not be allowed to be used in the structural concrete. By knowing the cement’s 7-days compressive strength and free water/cement ratio, concrete strength may be predicted from Fig. 1 for crushed aggregate and from Fig.2 for uncrushed (natural gravel) aggregate. These figures were developed by the author from Indian materials by numerous trials.

A Performa for wet analysis of concrete developed by the author is given here in Appendix A with an example of actual trial. The mix in this case was 1:2:4 on the basis of SSD aggregates by weight and free W/C 0.55; 20 mm maximum size crushed aggregate, river sand of Zone II. The water absorption of coarse aggregate and sand in both was 1% and cement’s 7-days compressive strength was 27.5 N/mm2.
Just after the discharge of concrete from the mixer it was analysed as per the method indicated in Appendix A. The mix ratio by weight and on the basis of SSD aggregates was found to be 1:1.96:4.05 and free water/cement ratio of 0.55.
From Fig. 1 the 28-days strength of this mix of free W/C 0.55 and 7-days cement strength of 27.5 N/mm2 (curve B) was predicted 21.0 N/mm2 This prediction was done within 15 minutes after the concrete was discharged from the mixer. On testing the cubes of this mix at 28-days, the strength was obtained as 21.5 N/mm2.
Conclusion
From this simple method of analysis of fresh concrete, every batch of concrete mix may be predicted for 28-days strength just after discharge from the mixer, and any doubtful concrete mix may be discarded. It must be born in mind that prediction of concrete strength alone at mixer or strength obtained by a cube test is not the sole criterion for good quality concrete, as quality also depends upon many factors including proper placing, compaction and curing.
From this simple method of analysis of fresh concrete, every batch of concrete mix may be predicted for 28-days strength just after discharge from the mixer, and any doubtful concrete mix may be discarded. It must be born in mind that prediction of concrete strength alone at mixer or strength obtained by a cube test is not the sole criterion for good quality concrete, as quality also depends upon many factors including proper placing, compaction and curing.